�����������������p���g�Ժá������ͳɱ��͵ȃ��c������ڬF���I�����îaƷ�У�Խ��Խ��������ϴ��沣�����e�����ڹ�W�x���Ͱ��b���I���棬�lչ�Ȟ�Ѹ�١���������Ҫ��������Ҫ�á���ĥ��Ҫ�ߡ����_���g��Ҫ�ã���ˌ����ϵijɷݡ�ע�������^�̵Ĺ�ˇ���O���ģ���ȣ���Ҫ������Ա��C�@Щ���ڴ��沣�������ϣ����º��Q�����ϣ��������|�����ã��Ķ��_��ʹ��Ҫ��
Ŀǰ�Ј���һ��ʹ�õ��������оۼ���ϩ����������Q���������ЙC��������̖pmma������̼��������̖pc�����ی����������Ҷ���֬����̖pet��������������ϩ��һ����ϩ�����as������������̖psf���ȣ������҂����|��������pmma��pc��pet���N���ϣ�����ƪ�����ޣ���������@���N���Ϟ�����ӑՓ�����ϵ����Ժ�ע�ܹ�ˇ��
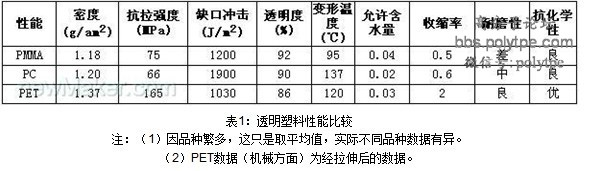
�����ϵ�����
���������ȱ���и����ȣ����Ҫ��һ���ď��Ⱥ���ĥ�ԣ��ܿ��_�����͟��Ҫ�ã��ͻ��W��Ҫ������ˮ��ҪС��ֻ���@�Ӳ�����ʹ���У��ܝM�����ȵ�Ҫ����L�ò�׃�������г��������^һ��pmma��pc��pet�����ܡ�
ע���^��ע�����
��������������Ҫ�ߣ���Ȼ��������Ʒ�����|��Ҫ����������κΰy����ס����ס��F�������c��׃ɫ����ɲ��ѵ�ȱ�ݣ����������ע���^�̌�ԭ�ϡ��O�䡢ģ�ߣ������aƷ���OӋ����Ҫʮ��ע�⡣��Σ����������϶������c�ߡ������Բ��˞鱣�C�aƷ�ı����|��������Ҫ�ڙC�ߜضȡ�ע�䉺����ע���ٶȵȹ�ˇ���������{����ʹע���ϕr���ܳ�Mģ���ֲ����a���ȑ���������aƷ׃�κ��_�ѡ�
���������ԭ�Ϝʂ䡢���O���ģ��Ҫ��ע�ܹ�ˇ�ͮaƷ��ԭ��̎����棬ՄՄ��ע�����헡�
ԭ�ϵĜʂ��c����
�����������к����κ�һ�c�s�|��������Ӱ푮aƷ�����ȣ�����ڃ��桢�\ݔ�������^���У����ע���ܷ⣬���Cԭ�ϸɃ����e��ԭ���к���ˮ�֣��ӟ�������ԭ��׃�|������һ��Ҫ������ң����ϱ��ʹ�ø����϶���߀Ҫע��һ�c���Ǹ����^���У�ݔ��Ŀ՚���Ñ����^�V�������Ա㱣�C������Ⱦԭ�ϡ�
�CͲ���ݗU���丽�����坍
���ֹԭ����Ⱦ�����ݗU����������̎�����f�ϻ��s�|���e�᷀���Բ�Ę�֬���ڣ������ʹ��ǰ��ͣ�C�����ݗU��ϴ����ϴ�Ƀ�������ʹ�䲻��ճ���s�|�����]���ݗU��ϴ���r������pe��ps�Ș�֬��ϴ�ݗU�����R�rͣ�C�r�����ֹԭ���ڸߜ���ͣ���r�g�L������⽵����������C�͙CͲ�ضȽ��ͣ���pc��pmma�șCͲ�ضȶ�Ҫ����160�����¡����϶��ضȌ���pc������100�����£�
ģ�ߡ��aƷ�OӋע�����
���˷�ֹ���F�����Ӳ�������s����������ϳ��Ͳ������a������ȱ�ݺ�׃�|��һ����ģ���OӋ�r����ע�������c��
a���ںM������һ�£�Óģб��Ҫ����
b���^�ɲ��֑��A���^�ɣ���ֹ�м�ǡ��J߅�a�����e��pc�aƷһ����Ҫ��ȱ�ڣ�
c�����ڡ������M���܌��ֶ̣��ґ������տs�����^���O�Ý���λ�ã���Ҫ�r�������Ͼ���
d��ģ�߱��摪�❍���ֲڶȵͣ���õ���0.8����
e���Ś�ס��۱������Լ��r�ų��՚�����w�еĚ��w��
f����pet�⣬�ں�Ҫ̫����һ�㲻��С��lmm��
ע�ܹ�ˇע�����
���˜p�كȑ����ͱ����|��ȱ�ݣ���ע�ܹ�ˇ���摪ע��������Ć��}��
a�����x�Ì����ݗU�����Ϊ��ؿ����ע�ܙC;
b)ע��ض������Ϙ�֬���ֽ��ǰ���£������^��ע���ȣ�
c��ע�䉺����һ���^�ߣ��Կ˷�����ճ�ȴ��ȱ�ݣ�������̫�ߕ��a���ȑ������Óģ���y��׃�Σ�
d��ע���ٶȣ��ڝM���ģ����r�£�һ���˵ͣ�����ܲ�����һ��һ���༉ע�䣻
e�������r�g�ͳ������ڣ��ڝM��aƷ��ģ�����a�����ݡ����ݵ���r�£��˱M���̣��ԱM���p�������ڙCͲͣ���r�g��
f���ݗU�D�ٺͱ������ڝM���ܻ��|����ǰ���£����M���ͣ���ֹ�a���⽵�Ŀ��ܣ�
g��ģ�ߜضȣ���Ʒ����s�Éģ����|��Ӱ푘O������ģ��һ��Ҫ�ܾ��_�������^�̣��п��ܵ�Ԓ��ģ���˸�һЩ�á�
����������}
���ڞ�Ҫ���ϱ����|��������һ��ע�ܕr�M������Óģ�������û����ϕr���ô���20����
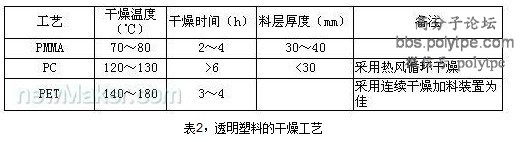
���ڳ�pet�⣬��Ʒ�����M�к�̎�����������ȑ�����pmma����70��80t���Lѭ�h����4С�r��pc�����坍�՚⡢���͡�Һ�wʯ�D�ȼӟ�110-135�棬�r�g���aƷ�����������Ҫ10��С�r����pet��횽��^�p������Ĺ����ܵõ����ÙCе���ܡ�
�����ϵ�ע�ܳ���ˇ
�������ϵĹ�ͬ���}�������������һЩ��ˇ���ԣ��F�������£�
pmma�Ĺ�ˇ����
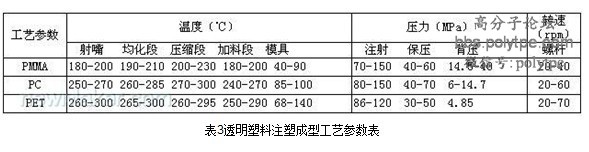
pm��maճ�ȴ��������Բ��˱�횸��Ϝء���ע�䉺��ע�ܲ��У�����ע��ضȵ�Ӱ푴���ע�䉺������ע�䉺����ߣ������ڸ��ƮaƷ���տs�ʡ�ע��ضȷ����^�������ڜضȞ�160�棬���ֽ�ض��_270�棬����Ϝ��{������������ˇ���^�á��ʸ��������ԣ��ɏ�ע��ض����֡��_���Բ��ĥ�Բ��á��ׄ������״��ѣ��ʑ����ģ�أ����������^�̣�ȥ�˷��@Щȱ�ݡ�
pc�Ĺ�ˇ����
pcճ�ȴ����Ϝضȸߡ������Բ��˱�����^�ߜض�ע�ܣ�270��320t֮�g�����������f�Ϝ��{�������^խ����ˇ�Բ���pmma��ע�䉺����������Ӱ��^С������ճ�ȴ���Ҫ�^��ע�䉺�����������˷�ֹ�ȑ����a���������r�gҪ�M���̡��տs�ʴߴ緀�������aƷ�ȑ��������_�ѣ�����������ߜضȶ����lj���ȥ���������ԣ����ҏ����ģ�ߜضȣ�����ģ�߽Y���ͺ�̎��ȥ�p���_�ѵĿ��ܡ���ע���ٶȵ͕r������̎�������y��ȱ�ݣ�����לض�Ҫ�Ϊ����ơ�ģ�ߜض�Ҫ�ߣ���������������ҪС��
pet�Ĺ�ˇ����
pet���͜ضȸߣ����Ϝ��{������խ��260-300�棩�����ۻ��������Ժã��ʹ�ˇ�Բ�������������Ҫ�ӷ������b�á��Cе���ȼ�����ע��ߣ����ͨ�^���칤����Բ��ܸ������ܡ�ģ�ߜضȜʴ_���ƣ��Ƿ�ֹ�N����׃�ε���Ҫ���أ���˽��h���ß�����ģ�ߡ�ģ�ߜض�Ҫ�ߣ���t����������ɲ��Óģ���y��
�����ϼ���ȱ�ݺͽ�Q�k��
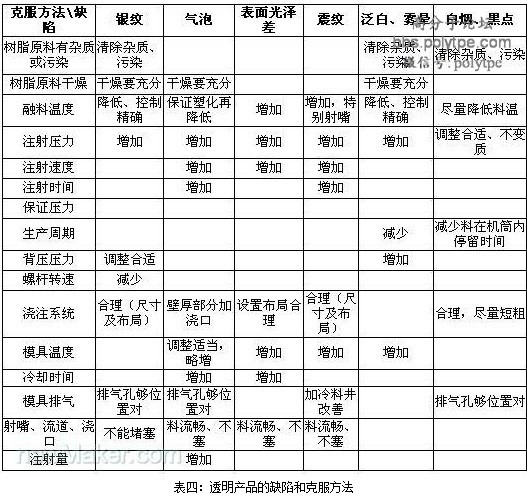
����ƪ���Pϵ���@��ֻӑՓӰ푮aƷ���ȵ�ȱ�ݡ���ȱ�ݴ��������헣�
��һ���y�y�����ڳ�ģ�������^���У��ȑ���������Ӱ푣���ֱ����a���đ�����ʹ��֬�l��������ȡ���ͷ�����ȡ��a���۹��ʲ�ͬ�����W��z�y������Uչ����ʹ�aƷ���F�Ѽy��������ע�ܹ�ˇ��ģ����ע���⣬��îaƷ���˻�̎������pc�Ͽɼӟᵽ160�����ϱ���3-5��犣�����Ȼ��s���ɡ�
���������ݣ����ژ�֬�ȵ�ˮ����������w�Ų���ȥ������ģ�������^���У������ģ���㣬�����������^���������γ�“�����”��
�����������ɲ����ģ�ߴֲڶȴ���һ���������^�磬ʹ��֬����ӡģ�߱���Ġ�B�������@Щ��ʹ�����aţС����ƽ����ʹ�aƷʧȥ��ɡ�
���ģ���y����ָ��ֱ���ڞ������γɵ��ܼ����y����ԭ�����������wճ���^��ǰ����������ǻ������������֛_�ƴ������棬��ʹ������F��y��
���壩���ס��F������Ҫ�����ڿ՚��л҉m����ԭ��֮�л�ԭ�Ϻ�ˮ��̫�������ġ�
�������ן������c����Ҫ���������ڙCͲ�ȣ���ֲ��^���ʹ�CͲ��֬�a���ֽ��׃�|���γɵġ�
��˷�����Ҋ��4��