�����ϵľ��w�x��
�����ϵ����ܼ�ע�ܹ�ˇ�^��
�����ϼ���ȱ�ݺͽ�Q�k��
һ�������ϵľ��w�x��
��1�����������
1.��Ĥ����b��PE PP PS PVC��PET��,�r��PE PVC��PET�ȣ�
2.��Ƭ�������PP PVC PET PMMA��PC�ȣ�
3.�������PVC PA��
4.��ƿ���PVC PET PP PS��PC��
��2�������������
��Ҫ��������,����PS ����PS AS PMMA��PC��
��3����W�x�����
1.Ӳ�|�R�w��Ҫ��CR-39��J.D�ɷN
2.�[�����R����HEMA
��4���������
1.��ͨ��������PMMA��PC�ɷN
2.������������PVF��PET
��5��̫��ܲ���
����PMMA PC GF-UP FEP PVF��SI��
��6�����w����
о����PMMA��PC,�����Ӟ麬��ϩ�N�ۺ��ﺬ������ϩ������
��7����P����
����PC PMMA
��8�������b����
������Ӳ��PMMA FEP EVA EMA PVB��
���������ϵ����ܼ�ע�ܹ�ˇ�^��
�����ϱ���и����ȣ�һ���ď��Ⱥ���ĥ�ԣ��ܿ��_�����͟��Ҫ�ã��ͻ��W��Ҫ������ˮ��ҪС��ֻ���@�Ӳ�����ʹ�����ܝM�����ȵ�Ҫ����L�ò�׃�����õ��������У�
1.�ۼ���ϩ����������Q���������ЙC��������̖PMMA��
2.��̼��������̖ PC��
3.�ی����������Ҷ���֬����̖ PET��
4.������
5.AS����ϩ��һ����ϩ�����
6.��������̖PSF��
1�����ܱ��^
|
����\����
|
����J/m2
|
���Μضȡ�
|
�տs��
|
|
PMMA
|
92
|
95
|
0.5
|
|
PC
|
90
|
137
|
0.6
|
|
PET
|
86
|
120
|
2
|
һ��Ҫ�����Ʒ�����x��PMMA��������PET����Ҫ���^������ܵõ��õęCе���ܣ����Զ��ڰ��b��������ʹ����
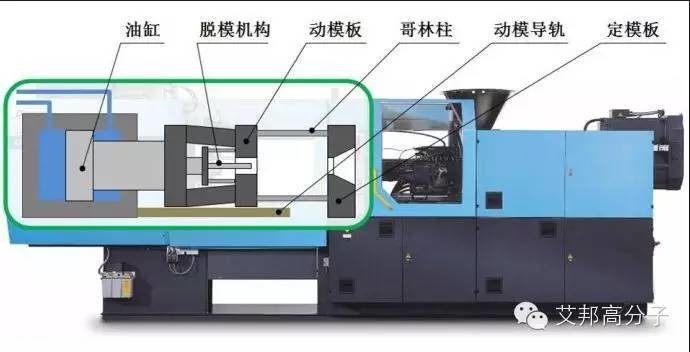
2)ע���^���й�ˇ����
i.PMMA�Ĺ�ˇ����
PMMAճ�ȴ��������Բ��˱�횸��Ϝء���ע�䉺��ע�ܲ��У�����ע��ضȵ�Ӱ푴���ע�䉺������ע�䉺����ߣ������ڸ��ƮaƷ���տs�ʡ�ע��ضȷ����^�������ڜضȞ�160�棬���ֽ�ض��_270�棬����Ϝ��{������������ˇ���^�á��ʸ��������ԣ��ɏ�ע��ض����֡��_���Բ��ĥ�Բ��ã��ׄ������״��ѣ��ʑ����ģ�أ����������^�̣�ȥ�˷��@Щȱ�ݡ�
ii.PC�Ĺ�ˇ����
PCճ�ȴ����Ϝضȸߣ������Բ�ش˱�����^�ߜض�ע��(270��320T֮�g�����������f�Ϝ��{�������^խ����ˇ�Բ���PMMA��ע�䉺����������Ӱ��^С������ճ�ȴ���Ҫ�^��ע�䉺�����������˷�ֹ�ȑ����a���������r�gҪ�M���̡��տs�ʴߴ緀�������aƷ�ȑ��������_�ѣ�����������ߜضȶ����lj���ȥ���������ԣ����ҏ����ģ�ߜضȣ�����ģ�߽Y���ͺ�̎��ȥ�p���_�ѵĿ��ܡ���ע���ٶȵ͕r������̎�������y��ȱ�ݣ�����לض�Ҫ�Ϊ����ƣ�ģ�ߜض�Ҫ�ߣ���������������ҪС��
iii.PET�Ĺ�ˇ����
PET���͜ضȸߣ����Ϝ��{������խ��260��300�棩�����ۻ��������Ժã��ʹ�ˇ�Բ�������������Ҫ�ӷ������b�á��Cе���ȼ�����ע��ߣ����ͨ�^���칤����Բ��ܸ������ܡ�ģ�ߜضȜʴ_���ƣ��Ƿ�ֹ�N����׃�ε���Ҫ���أ��ش˽��h���ß�����ģ�ߡ�ģ�ߜضȹٸߣ���t����������ɲ��Óģ���y��
���������ϼ���ȱ�ݺͽ�Q�k��
1) �y�y���ɳ�ģ�������^���У��ȑ���������Ӱ푣���ֱ����a���đ�����ʹ��֬�l��������ȡ���ͷ�����ȡ��a���۹��ʲ�ͬ�����W��z�y������Uչ����ʹ�aƷ���F�Ѽy��������ע�ܹ�ˇ��ģ����ע���⣬��îaƷ���˻�̎������PC�Ͽɼӟᵽ160�����ϱ���3��5��犣�����Ȼ��s���ɡ�
2�����ݣ����ژ�֬�ȵ�ˮ����������w�Ų���ȥ�������ģ���㣬�����������^���������γ�“�����”��
3�������ɲ����ģ�ߴֲڶȴ���һ���������^�磬ʹ��֬����ӡģ�߱���Ġ�B�������@Щ��ʹ�����aţС����ƽ����ʹ�aƷʧȥ��ɡ�
4����y����ָ��ֱ���ڞ��� ���γɵ��ܼ����y����ԭ�������wճ���^��ǰ����������ǻ������������֛_�ƴ������棬��ʹ������F��y��
5������,���c����Ҫ�����ڿ՚��л҉m����ԭ���л�ԭ�Ϻ�ˮ��̫�������ġ�
6���ן�,���c����Ҫ���������ڙCͲ�ȣ���ֲ��^���ʹ�CͲ��֬�a���ֽ��׃�|���γɡ�


